


1 SCOPE
1.1 General
This Standard covers ratings, overall dimensions, testing, tolerances, and markings for wrought carbon and alloy steel butt welding short radius elbows and returns. The term wrought denotes fittings made of pipe, tubing, plate, or forgings.
1.2 Fabricated Fittings
Fabricated fittings employing intersection welds are not covered by this Standard. Design of such fittings is covered in the ASME B31, Code for Pressure Piping or the ASME Boiler and Pressure Vessel Code.
1.3 References
1.3.1 Referenced Standards.
Standards and specifications adopted by reference in this Standard are shown in Annex B, which is part of this Standard. It is not considered practical to ideptify the specific edition of each standard and specification in the individual references. Instead the specific edition reference is identified in Annex B. A product made in conformance with a prior edition of reference standards and in all other respects conforming to this Standard will be considered to be in conformance.
1.3.2 Codes and Regulations.
A fitting used under thej urisdiction of the ASME Boiler and Pressure Vessel Code, the ASME Code for Pressure Piping, or a governmental regulation is subject to any limitation of that code or regulation. This includes any maximum temperature limitation or rule governing the use of a material at low temperature.
1.4 Service Conditions
Criteria for selection of fitting types and materials suitable for particular fluid service are not within the scope of this Standard.
1.5 Welding
Installation welding requirements are outside the scope of this Standard. Installation welding shall be done in accordance with the applicable piping code or regulation covering the piping system into which the fittings are installed.
2 DESIGN AND PRESSURE RATINGS
2.1 Design of Fittings
The design of the fittings shall be established by mathematical method analysis contained in nationally recognized pressure vessel or piping codes or at the manufacturer’s option by proof testing in accordance with Section 9 of this Standard. In order tom eet design requirements, it is expected that some portion of formed fittings may have to be thicker than the pipe wall with which the fitting is intended to be used.
2.2 Basis of Ratings
The allowable pressure ratings for fittings designed in accordance with this Standard shall be as for straight seamless pipe of equivalent size and material [nominal pipe size (NPS), wall thickness or schedule number, and including a comparison of chemical composition and mechanical properties of the respective material specification].
2.3 Record Maintenance
Records of mathematical analysis and/or successful proof test data shall be available at the manufacturer’s facility for inspection by the purchaser. Certified copies of this data shall be made available to the purchaser upon agreement with the manufacturer.
3 SIZE
The sizes of fittings in Tables 1,2, and 3 are identified by the corresponding NPS as defined in ANSI/ASME B36.10M. 4 MARKING
4.1 Standard Marking (See Note) Each fitting shall be permanently marked to show
(a)manufacturer’s name or trademark;
(b) material grade and class (ASTM or ASME grade symbol) and the heat number or manufacturer’s heat identification;
(c) conformance to this Standard, designated by the prefix “WP” in the grade symbol marking;
(d) schedule number or nominal wall thickness designation;
(e) NPS. the following: NOTE: The pressure rating of the fitting is represented by the NPS, wall thickness (or schedule number), and material marked on the fitting. (See para. 2.2.)
4.2 Exceptions
Where the size of the fitting does not permit complete marking, the identification marks may be omitted in reverse of the order presented above.
4.3 Depth of Stamping
Where steel stamps are used, they shall be low stress and care should be taken so that the marking is not deep enough or sharp enough to cause cracks or to reduce the wall thickness of the fitting below the design minimum allowed.
5 MATERIAL
Wrought fittings covered by this Standard shall be in accordance with ASTM A 234, A 403, A 420, or the corresponding ASME Boiler and Pressure Vessel Code, Section I1 specification.
6 FITTINGS DIMENSIONS
This Standard provides for a fixed position for the welding ends with reference to either the center line of the fittings or the overall dimensions. Dimensional standards for these fittings are found in Tables 2, 3, A 2 , and A3. The surface contour shall be essentially a segment of a torus that may be terminated in tangents.
7 END PREPARATION
Unless otherwise specified by the purchaser, welding ends shall be in accordance with ASME B16.25. For convenience, these welding ends are shown in Fig. 1 for fittings with wall thicknesses equal to that of the pipe to which they will be welded for use without a backing ring. Unless otherwise specified, fittings are furnished with welding ends for use without backing rings for the pipe wall thickness specified.
8 PRODUCTION TESTS
Hydrostatic testing of wrought fittings is not required by this Standard. All fittings shall be capable of withstanding, without leakage, a hydrostatic test pressure required by the applicable code for seamless pipe equivalent to the NPS , wall thickness, and material grade marked on the fitting.
9 DESIGN PROOF TESTS
9.1 Required Tests
Proof tests shall be made as set forth herein when the manufacturer chooses proof testing to qualify the fitting design. Unless otherwise agreed upon between manufacturer and purchaser, the only required type of proof test is a bursting strength test. Proof tests conducted prior to the issuance of this edition of this Standard, which meet the requirements of this edition, are acceptable.
9.2 Test Assembly
9.2.1 Representative Fittings.
Fittings that are representative of production and selected for test shall be identified as to material, grade, and lot, including heat treatment. They shall be inspected for dimensional compliance to this Standard.
9.2.2 Other Components.
Straight seamless or welded pipe sections whose calculated bursting strength is at least as great as the proof test pressure as calculated in para.
9.3 shall be welded to each end of the fitting to be tested.
Any internal misalignment greater than 0.06 in. (1.6 mm) shall be reduced by taper boring at a slope not over 1:3. The minimum length of pipe sections for closures shall be as follows:
(a)one pipe outside diameter for N P S 14 and smaller;
(b) one-half pipe outside diameter for NPS greater than 14.
10 TOLERANCES
Tolerances for all fittings are shown in Tables 1 and Al, and are based on the nominal dimensions given in Tables 2, 3, A 2 , and A3. For the purpose of determining conformance with this Standard, the convention for fixing significant digits where limits, maximum or minimum values, are specified, shall be “rounded off “ as defined in ASTM E 29. This requires that an observed or calculated value shall be rounded off to the nearest unit in the last right-hand digit used for expressing the limit. Th
e listing of decimal tolerances does not imply the method of measurement.
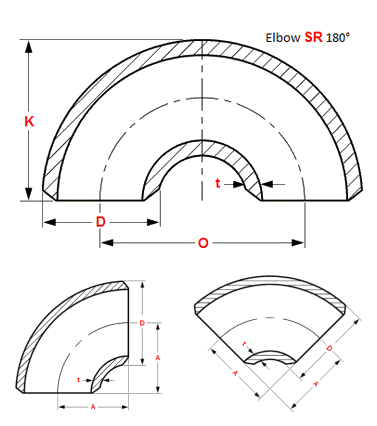
ANSI/ASME B16.28 Butt Weld Elbow 90/180 Deg Short Radius Dimensions
| Bw 90 Deg Sr Elbow | Bw 180 Deg Sr Elbow | ||||
| NPS | D | A | D | Oer) | K |
| 1″ | 33.4 | 25 | 33.4 | 51 | 41 |
| 1 1/4″ | 42.2 | 32 | 42.2 | 64 | 52 |
| 1 1/2″ | 48.3 | 38 | 48.3 | 76 | 62 |
| 2″ | 60.3 | 51 | 60.3 | 102 | 81 |
| 2 1/2″ | 73 | 64 | 73 | 127 | 100 |
| 3″ | 88.9 | 76 | 88.9 | 152 | 121 |
| 3 1/2″ | 101.6 | 89 | 101.6 | 178 | 140 |
| 4″ | 114.3 | 102 | 114.3 | 203 | 159 |
| 5″ | 141.3 | 127 | 141.3 | 254 | 197 |
| 6″ | 168.3 | 152 | 168.3 | 305 | 237 |
| 8″ | 219.1 | 203 | 219.1 | 406 | 313 |
| 10″ | 273 | 254 | 273 | 508 | 391 |
| 12″ | 323.8 | 305 | 323.8 | 610 | 467 |
| 14″ | 355.6 | 356 | 355.6 | 711 | 533 |
| 16″ | 406.4 | 406 | 406.4 | 813 | 610 |
| 18″ | 457 | 457 | 457 | 914 | 686 |
| 20″ | 508 | 508 | 508 | 1016 | 762 |
| 22″ | 559 | 559 | 559 | 1118 | 838 |
| 24″ | 610 | 610 | 610 | 1219 | 914 |



